-

合肥安达数控技术有限责任公司
主营:汽车零部件生产装配线 、性能耐久检测设备 - 13965126158

合肥安达数控技术有限责任公司
主营:汽车零部件生产装配线 、性能耐久检测设备 12
12
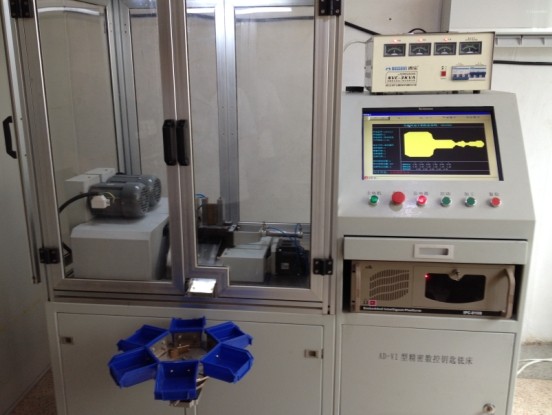
全自动数控钥匙铣齿机
技术协议
甲方名称:
项目名称:钥匙铣齿机
乙方名称:
联系电话:
一、概述
为响应广大用户迫切要求,我公司*项目组经过多年的开发研制对该设备进行全面的升级,通过大量的生产实践验证,成功推出BC型钥匙铣齿机,成功地解决了广大用户生产中出现的以上问题,并获得广大用户的**,以下对BC型钥匙铣齿机作具体说明:
二、用方和供方的依据及要求:
以用方现所有钥匙齿形及编码条件要求,满足对现有的各种齿形批量加工生产。具体齿形依据甲方提供的各齿形编码条件要求。
用方负责提供设备调试必需的各加工钥匙坯、钥匙编码条件、钥匙图纸等。
三、BC型钥匙铣齿机铣齿软件、电气控制系统:
1. 系统软件及界面设计全面升级:
1)系统软件基于WINDOWS平台全汉化设计,界面直观显示加工钥匙类型名称,实时显示当前已加工数目。
2)操作界面上实时动态直观显示当前加工序列码及齿形编码;
3)加工方式:鼠标可直观点击选择“自动顺序加工”或“手动配置挑选加工”的方式,方便操作;
4)各加工参数的选择及设定可以鼠标或键盘直接设定并保存,且直观显示在界面上,便于操作。如单位齿深、齿距、剩余长度、加工套数。
5)操作界面中间区域位置实时显示当前加工的钥匙齿形图形,图形位于X-Y坐标系网格中。
6)在X-Y坐标系中,实时显示当前钥匙齿形各拐点所要求达到的理论加工尺寸值。以丝为单位;可对齿形图形直接放大查看显示,方便将实际加工的齿形尺寸与理论所要求达到的尺寸进行比对,便于控制、检查批量质量。
7)在操作界面上可实时动态显示当前加工的编码在数据库码中的位置。
8) 系统软件对已加工过的钥匙尺寸值及坐标系中的图形文件自动保存,可直接调用显示,便于日后查阅。
9) 能够生成单班人员铣齿加工产量报表统计(包括铣齿形名称、单班产量、铣齿编码的起始结束位置、日期、当班人员签字等)。
2. 配套控制电气系统全面优化:
1) 电气控制检测系统现为全闭环设计,驱动电机运行位置信息可实时自动反馈,配套控制电气系统更稳定地配套结合系统软件的铣齿加工使用。
2) 电气控制系统:
1>. 在全闭环设计基础上,控制电器元件及电线电缆采用国产正规**品牌厂家产品,关键点检测信号的元器件采用进口元器件,保证设备长时间条件下的运行稳定可靠性能。
2>. 各接口端子采用标准化工业接口设计,标示清楚。接口连接采用航空插头可快速连接固定,保证设备各端口连接稳定。
3>. 控制及检测等弱电信号均采用工业电缆屏蔽、去磁等手段处理,避免强电源造成的磁场干扰,净化弱电信号的传输,提高弱电信号的传输质量。保证设备控制运行稳定。
4>. 设备内部电气设计结构紧凑,工业标准化安装,标识清楚,接线布局合理,便于维修时装卸。各接线端子布局合理,标识清楚。
3.本系统控制软件采用操作系统Windows 2000中文版,保证了系统的稳定性,同时采用的Windows操作界面,使得软件易学易用,良好的人机对话界面使得设置参数较为方便,便于产品型号扩展。
一个完整的加工程序主要要经过以下几个步骤:
添加新的产品型号
向系统中添加将加工的新产品的型号;